




A/O-MBR工艺处理氨氮废水
A/O-MBR工艺处理氨氮废水
A/O工艺中,鉴于硝化反应过程中碳源对硝化速率的限制影响,可将好氧段分为碳氧化段和氮氧化段,含碳有机物在碳氧化段被充分去除后,可显著提高氮氧化段的硝化速率。在碳氧化段需要控制溶解氧浓度,使异养菌占据优势,最大限度地去除COD。
在氮氧化段,由于大部分COD已被去除,进水碳氮比较低,溶解氧则控制在较高的水平,使氨氮被充分硝化。在设计时,注意BOD去除负荷为碳氧化段的主要设计参数,而硝化速率则为氮氧化段的主要设计参数。优化反应器设计参数和分开控制运行参数,提升碳氧化过程和氮氧化过程的效率及去除率。
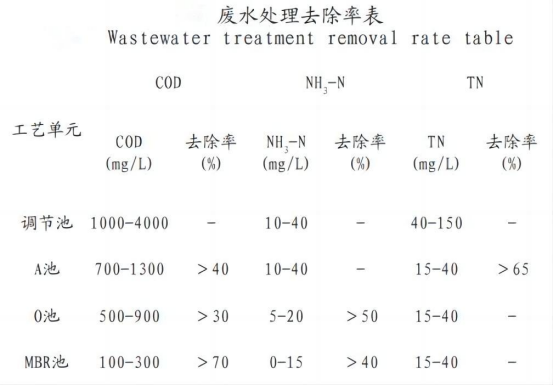
经过碳氧化——硝化——反硝化的一系列反应,废水中的大部分有机物和氨氮被转化为无机物从而去除,剩余小部分则转化为细胞物质,以定期排泥的方式被排出系统。
膜-生物反应器(Membrane-Bioreactor,简称MBR)是一种结合了膜分离技术与传统污水生物处理工艺的高效污水处理与回用工艺。与传统二沉池工艺相比,MBR具有以下主要特点:
A.膜分离效果远优于传统沉淀池,可使微生物悉数被截流于反应器内,系统内微生物浓度高,能够有效提高污染物的整体去除率,同时可良好适应进水负荷的变化,耐冲击负荷能力强,出水水质稳定优良。
B.可在低污泥负荷、高容积负荷下运行,剩余污泥产量低,从而能够降低污泥的处理费用。
C.流程简易、结构紧凑、安装节省空间、受场所限制小,易于从传统工艺进行改造。
D.微生物被完全截流在生物反应器内,有利于增殖缓慢的微生物的截留生长,可有效提高系统硝化效率。同时,部分难降解有机物在系统内的水力停留时间增加,从而提升其降解效率。
E.运行控制灵活简便,可实现自动控制,操作管理更为方便。
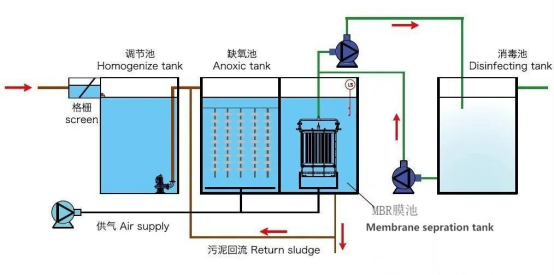
工艺流程可简化为:
“进水收集→调节→初沉(混凝沉淀)→A/O生化→MBR膜池→消毒后排放”
A/O-MBR工艺应用到氨氮废水处理中本身工艺流程短,建造难度低,相应建设成本也较低;而且工业制造的A/O-MBR一体化污水处理器已经广泛应用于各个行业的污废水处理,取得较好的效果。


综上所述,从建设成本、处理效率和工艺特点等,选择A/O-MBR工艺作为氨氮废水的处理工艺完全符合实际需求。



